Вся продукция Maincer
CUTTING






SKIRTING BOARD/STEP

MITERING


CUTTING ACCESORIES


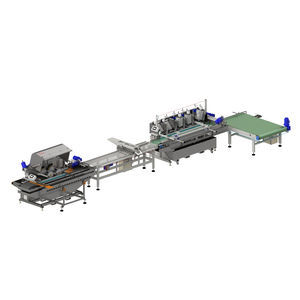
CUSTOM AUTOMATION




-
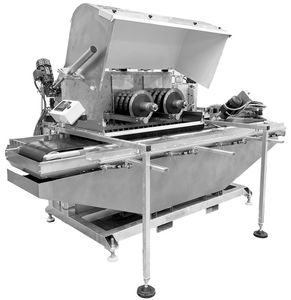
- Станок для резки
- Конвейер
- Транспортный конвейер
- Автоматический станок для резки
- Станок для промышленной резки
- Ленточный конвейер
- Станок для резки с ножом
- Высокоточный станок для резки
- Станок для резки листа
- Станок для резки пластиковых материалов
Удалить все сравниваемые товары
Сравнить до 10 товаров